金属薄板の精密エッチング加工なら
株式会社メルテック
エッチング加工について
Contents
エッチング加工とは、エッチング液などの薬品による腐食作用を利用して金属を溶解加工する技術です。
産業用の精密部品をバリ・歪みなく製造し、ステンレスや銅等をミクロン単位の精度で加工できます。この製法は芸術・インテリア・意匠品等の製作にも活用されています。
写真製版技術により形状パターンを金属上に作製し、マスキングで被膜保護した後にエッチング液にて不要部分を溶解除去し、形状を作製します。(詳細は次項目「エッチング加工工程」をご覧ください)
メルテックではこの精密エッチング技術(フォトエッチング加工)を用いて金属薄板を加工し、産業用などの精密部品を受注製造しています。
電子部品、電気部品、自動車部品、医療機器、光学関連、事務機器等
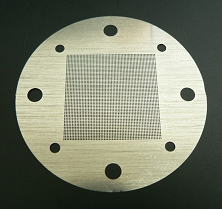
絞り(アパーチャー)、メタルマスク、スペーサー、半導体キャリア・エンコーダ用スケール(ディスク・リニア)、ストレーナー・フィルター等
精密部品エッチングならメルテックにお任せください!
メルテックでは一般的なエッチング加工の他、独自の技術による精密エッチング加工から難切削材や難形状の加工まで対応しています。
また社内一貫体制でエッチング加工後に複合加工や表面処理を施すことで、新たな形状や機能をプラスすることも可能です。
メルテックでは主にステンレス・銅(リンセイ銅・ベリリウム銅)・ニッケル・モリブデンのエッチング加工を行っております。
また、チタン、アルミニウム、インコネル、ハステロイ等の特殊材のエッチング加工についても積極的に挑戦しています。(加工寸法・精度・ロット数によって製作可否がございますのでご了承ください)
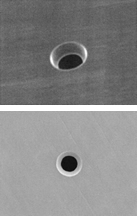
Mo最小孔径0.02 mm
モリブデンの加工精度(単位:mm)
42アロイ・42ニッケル・ハステロイ・インコネル・インバー・スーバーインバー
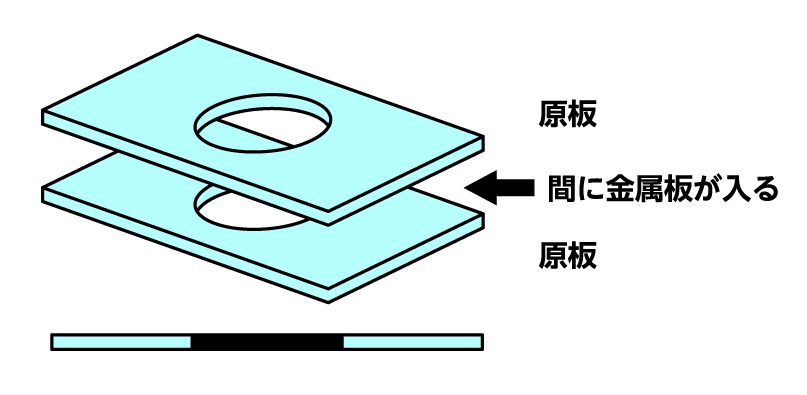
図面やデータをもとに、CADにて原版を作成します。 原版は寸法管理や品質を左右する要となります。
ステンレスや銅などの金属板材が加工対象です。前処理は脱脂洗浄して金属表面の油分や異物を取り除きます。これは次工程のラミネートの際の密着強度を向上させるためです。
フォトレジストを金属板材の表裏両面に貼り付けます。これでマスキング(保護)された部分はエッチグされません。
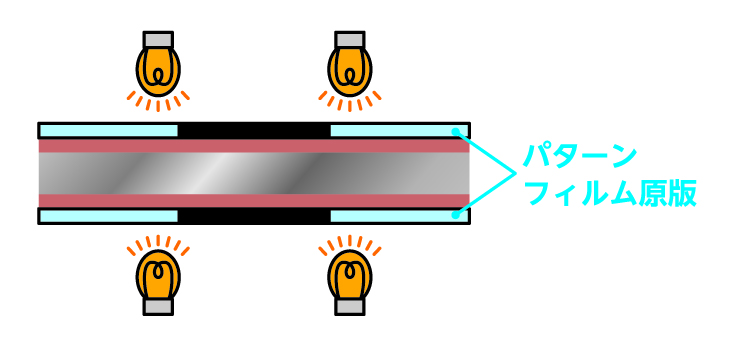
原版をラミネートの上に被せて、光(UV)を当てます。遮光されていない部分のフォトレジストが感光し、パターン形状が転写されます。精密パターンの再現や品質管理のためにクリーンルーム内で行います。
エッチング原版のパターン(形状)が露光転写された金属材に現像処理を行います。不要なパターン部のレジストが除去され、金属板表面が露出します。次工程で行うエッチングパターンのマスキングが完成となります。
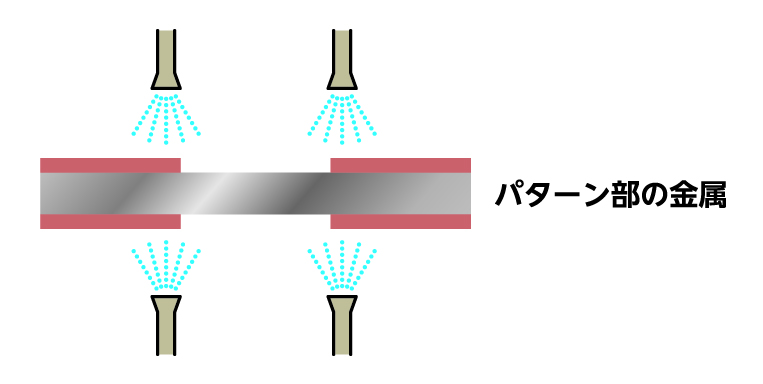
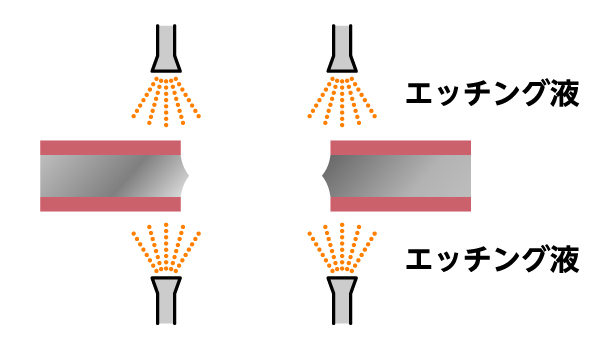
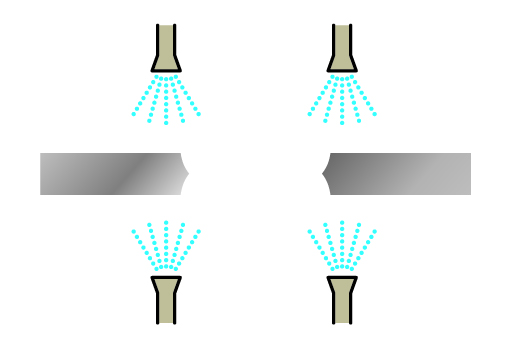
マスキングされた金属板材料にエッチング液を吹き付けます。現像作業で露出された金属部分だけがエッチング(腐食・溶解除去)されることによって、パターン通りの形状に金属板が除去加工されます。
エッチング加工後に金属板表面に残っているフォトレジストによるマスキングを取り除き、洗浄・乾燥を行います。
外観検査・寸法検査などを行います。
エッチング加工の基礎知識が丸わかり
金属薄板を加工する技術として、大きく「エッチング加工」「切削加工」「プレス加工」「レーザー加工」に分類されます。
それぞれのコスト、精度、量産性、材質、板厚の相性など、メリット・デメリットを一覧表にまとめて徹底比較しました。
エッチング液などの薬品の腐食作用により、金属を溶解加工する技術。
金属刃で削る加工。旋削・フライス・穴あけ加工等。
プレス機に取り付けた金型間に材料をはさみ、強い圧力で切断する技術。
レーザーの照射により高温で切削や切断加工する技術。