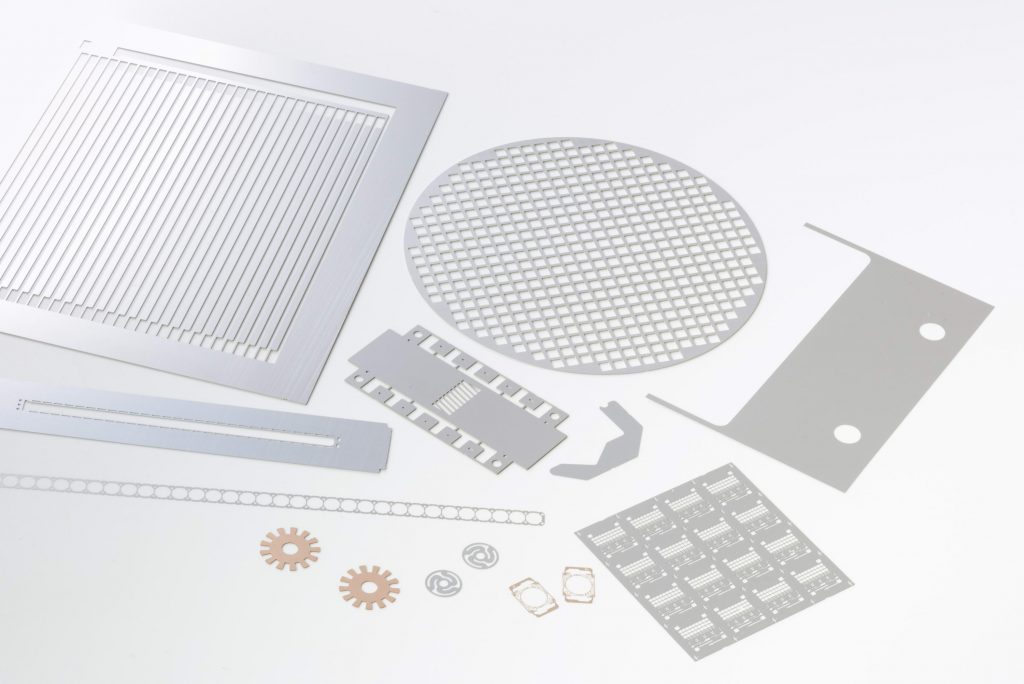
1.メタルエッチング(SUS・銅・鉄・ニッケル等)
1.加工板厚およびサイズ
加工板厚 t=0.01mm~0.5mm 最大サイズ 400 x 800程度 その他の板厚やサイズはご相談下さい。

2.加工材料
【金属材】:ステンレス(SUS304/SUS316/SUS420/SUS430等)、銅(Cu)、鉄(Fe)、ニッケル(Ni)、ニクロム(NCH)、その他
3.加工精度
エッチングの加工精度は加工材料の厚さ(t=0.01mm~0.5mm)により左右されますが、一般的な目安は以下の通りです。 t≦抜き幅(一般的には板厚の1.5倍以上)、量産を前提とした場合、最小抜き幅は0.07mmが目安 t≧残り幅(最小幅は板厚の70%) 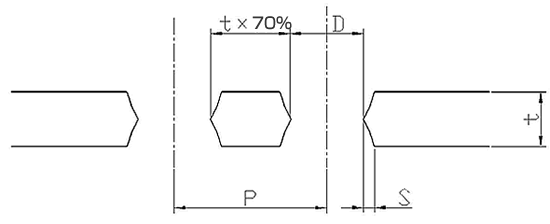
| 材料板厚(t) | 最小抜き幅(D) | 最小残り幅 |
|---|---|---|
| t=0.05mm以下 | テスト加工により決定 | テスト加工により決定 |
| t=0.05mmより厚い | t×150% | t×70%前後 |
4.寸法公差
寸法公差は板厚や形状によって変わりますが、一般的には板厚の±15%(レンジ30%)が標準になります。その他詳細についてはご相談ください。
5.サイドエッジについて
フォトエッチングの手法上、加工断面が完全な垂直ではないサイドエッジという現象が発生します。エッジ高さは板厚の10~20%以内になります。弊社では加工材質や形状等により数値管理された補正技術によって、最適な製品を作製する事が可能です。
6.両面エッチング、片面エッチング
 両面エッチングとは、材料の両面からエッチング液で腐食・溶解させて材料を貫通加工する一般的な方法です。片面エッチングは、材料の片側からエッチング液で腐食・溶解させて材料を貫通させます。
両面エッチングとは、材料の両面からエッチング液で腐食・溶解させて材料を貫通加工する一般的な方法です。片面エッチングは、材料の片側からエッチング液で腐食・溶解させて材料を貫通させます。
7.ハーフエッチング
ハーフエッチングは貫通加工と違い、エッチングの掘り込みを材料板厚の半分程度に施しポケット状に加工します。貫通加工と組み合わせてより複雑な形状を作ることも可能です。
8.ブリッジ形状
エッチング加工では、ブリッジ(つなぎ)が必要になります。ブリッジの位置、形状などあらかじめご指定またはご相談下さい。ブリッジがつけられない製品についても対応致しますのでご相談下さい。
高精度フォトエッチング加工ならメルテックにお任せください!
ご相談・お見積りはこちら
ハイブリッド材の構造(Ni-Cu-Ni 特許取得材料 t=0.04mm~0.2mm)
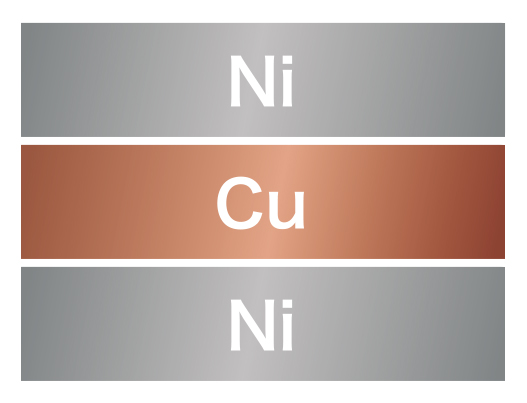
加工も材料もハイブリッドで高精度品を製造
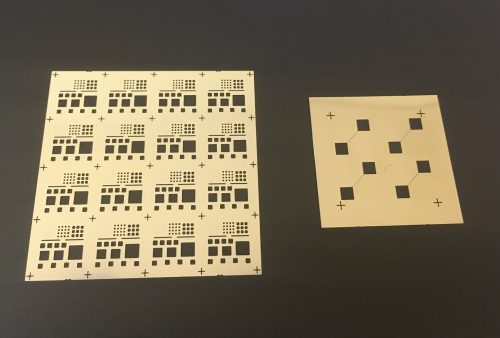
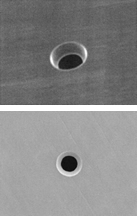
加工例 t=0.1mmにφ0.07mmの貫通孔加工
✕ 従来のエッチング
◯ ハイブリッドエッチング
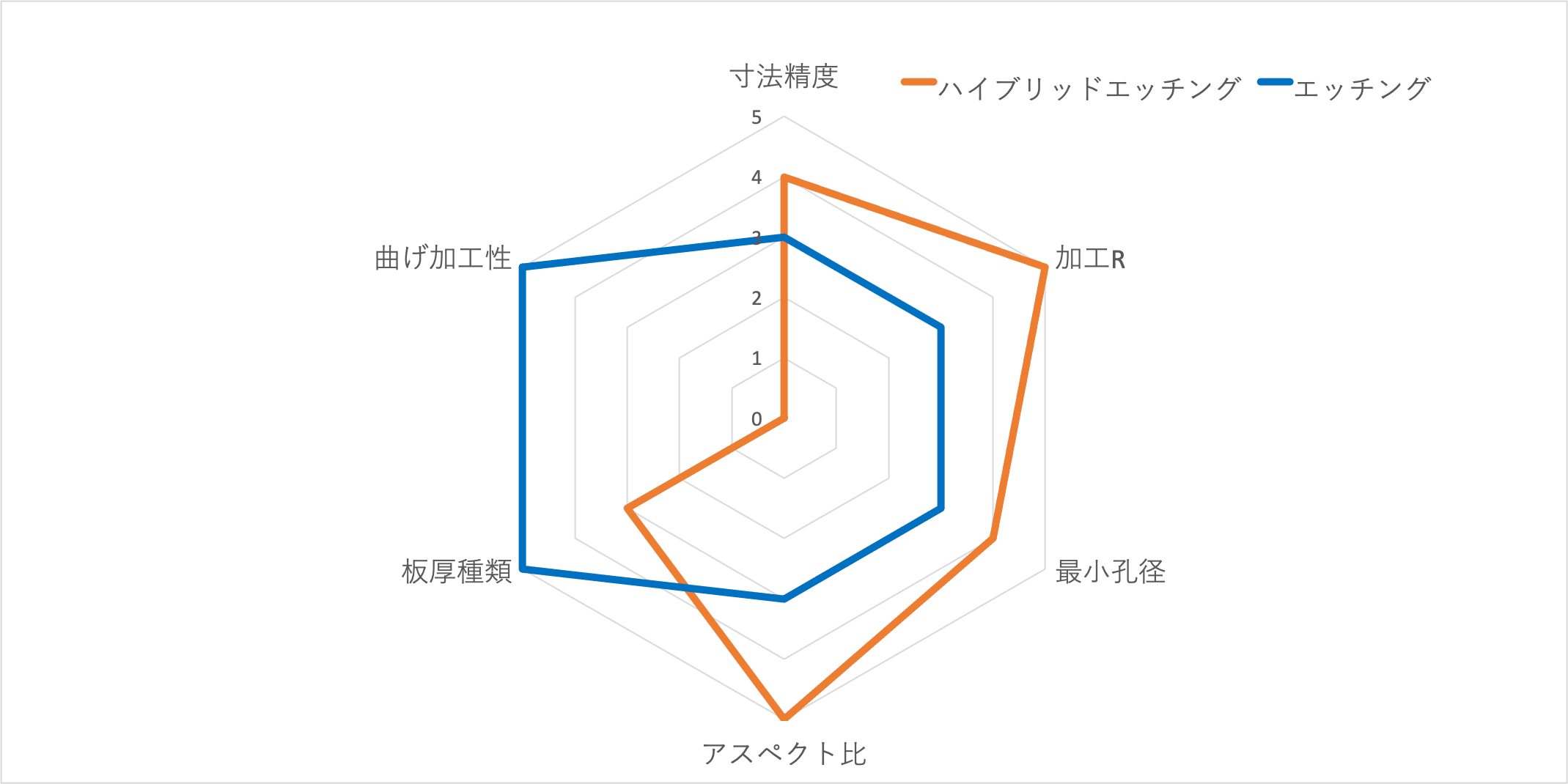
①技術特性比較
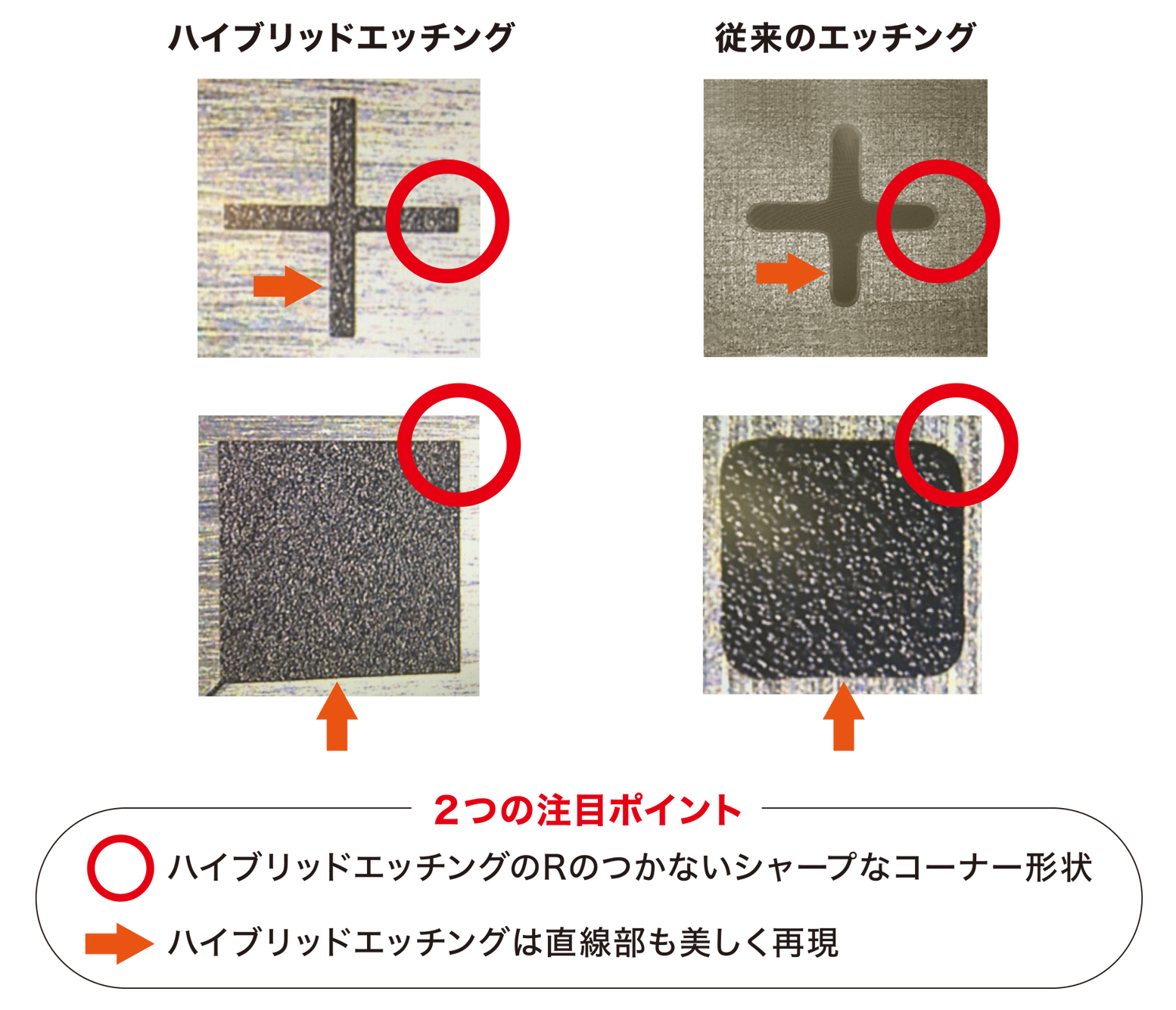
②形状や精度比較
Mo最小孔径 0.02 mm
チタン(Ti)エッチング例

アルミニウム(Al)エッチング例

丸棒への全周エッチング

円筒内側への全周エッチング
.jpg)
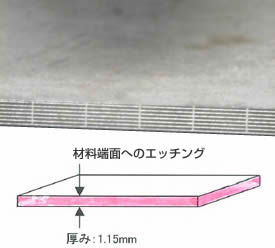
材料端面へのエッチング
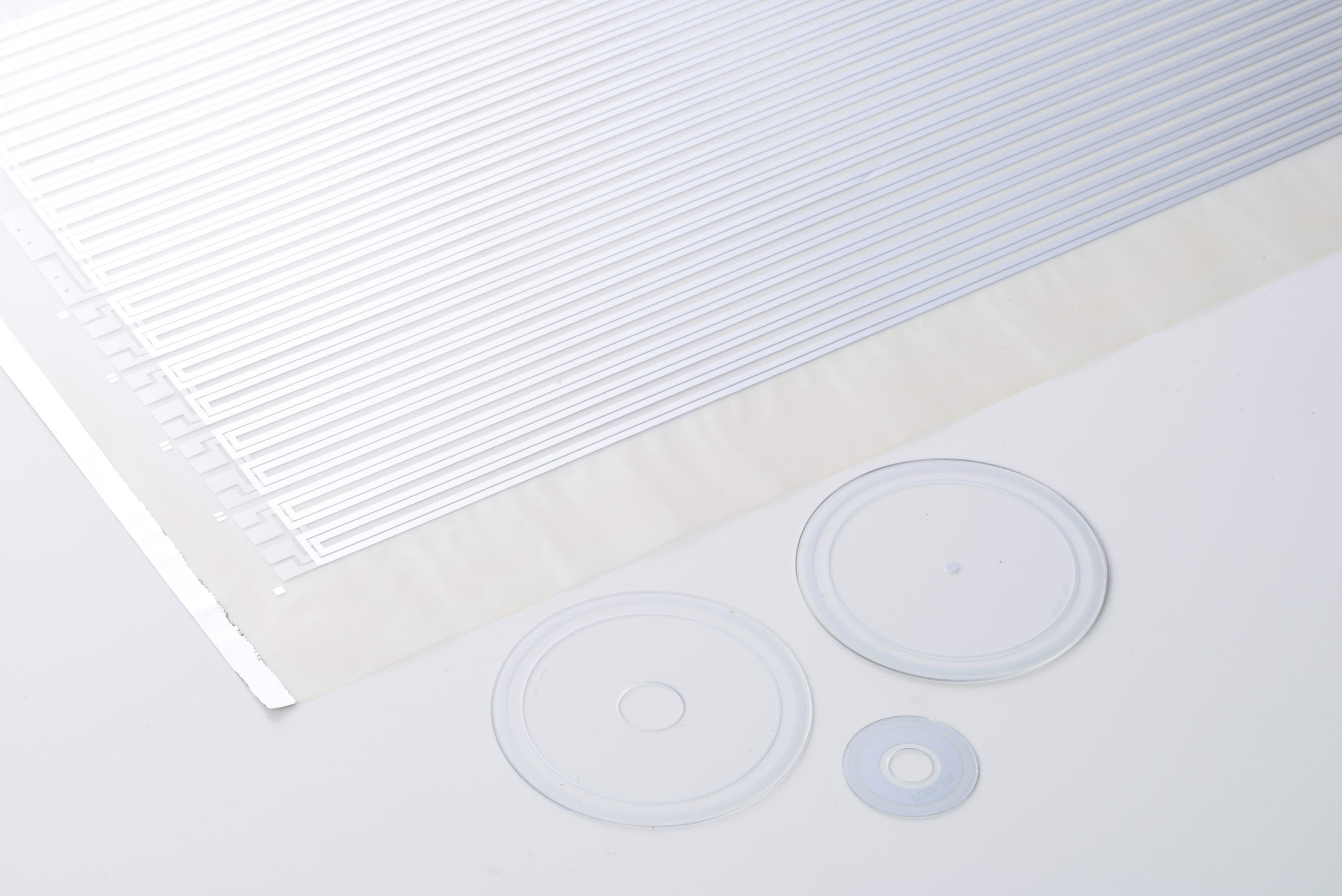
ポリイミドヒーター