







ステンレス 精密部品の加工事例
フィルター
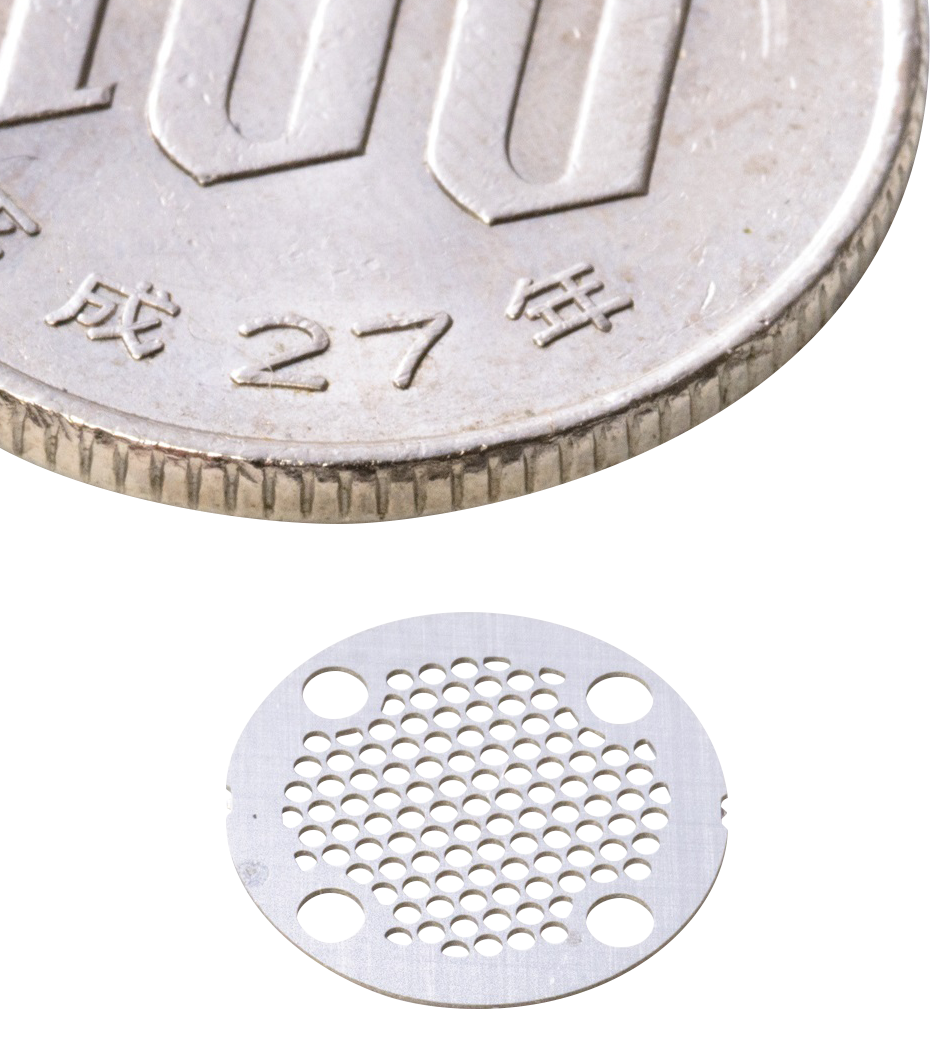
t=0.1mm
開口幅 0.154mm
プレス加工では困難な開口幅の多孔加工もエッチングなら加工可能です。
応力による変形も起こりません。
板ばね

t=0.08mm
外形 φ20mm
プレス加工では抜きにくい、小さいばねの高精度加工が可能です。
バリや歪みも発生しません。
エンコーダ用ディスク

t=0.05mm
開口スリット幅 0.08mm
フォトエッチングではパターンの再現性が高く、高精度のピッチ寸法が可能です。
複合加工として樹脂・金属のハブ等がつけられます。
お客様の課題解決に向けた試作や量産に対して、メルテックは積極的に挑戦しています。
- 「エッチングが適した加工方法なのか?」
- 「求める精度がエッチングなら実現可能なのか?」
- 「そもそもエッチングで加工できる材質なのか?」
などお客様の疑問に1つ1つお答えし、最適な加工仕様の提案をすることもできます。
ステンレスのエッチング加工はぜひメルテックにご相談ください。
ステンレス精密部品のエッチングならメルテックにお任せください!
ご相談・お見積りはこちら